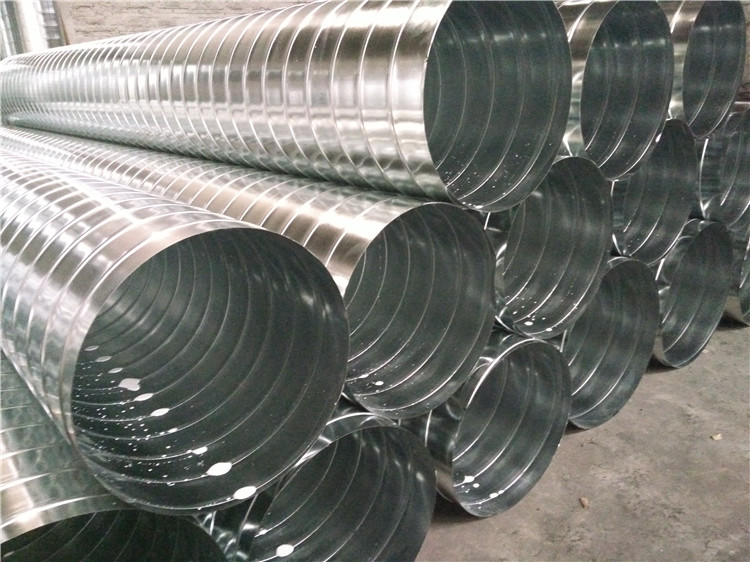
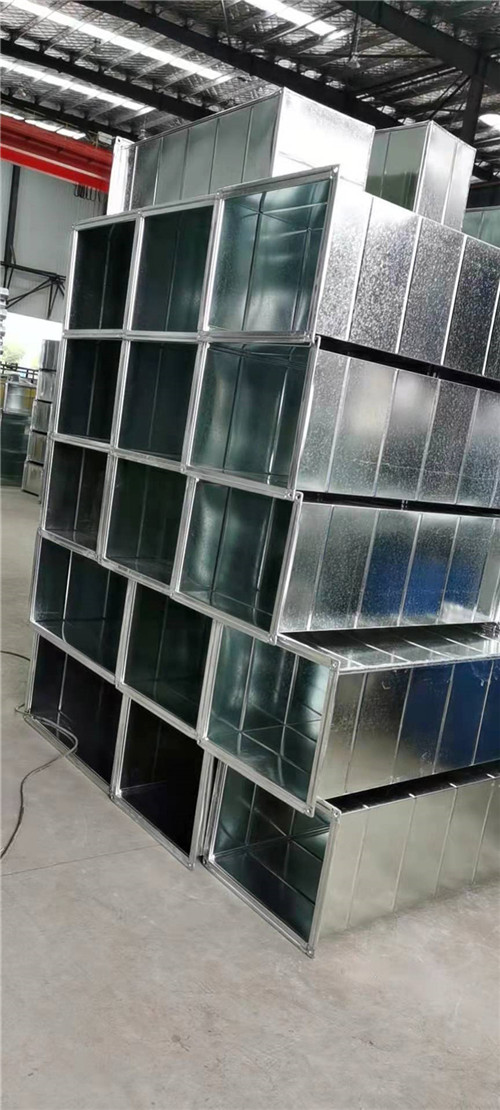
西安螺旋风管厂家焊接工艺?西安螺旋风管适用范围非常广泛。净化系统送回风管、中央空调通风管、工业送排风通风管、环保系统吸排风管、矿用涂胶布风筒等。
1.设备
(1)氩弧焊应采用直流不熔化极氩弧焊机,并具有预先送气、电流衰减和滞后送气等功能,采用直流正极性进行焊接。
(2)手工电弧焊则采用容量300安培左右的交流或直流弧焊机,且使用前焊条需经200℃烘干1小时。
2.装配要求
管子用机械加工方法进行切断,端面垂直度误差要小于0.5mm,必要时可用砂轮或锉刀修正;装配前应清洁好焊缝区,在接头两侧各50mm范围内,内、外表面要用丙酮清洗干净,并且在焊接前不得有沾污。

3.螺旋风管焊接工艺
使用非常普遍,且操作容易,主要是靠人进行调节,焊缝填充材料为电焊条。手工焊几乎能焊接所有的材料,即使在室外也可以,因此它具有很好的适应性,一般焊接时是采用直流电。
电焊条,既可以是钛型焊条,也可以是缄性的。钛型焊条比较容易焊接,焊缝美观,且焊渣容易去除。但缺点是如果长时间不用后再使用,那么必须重新进行烘烤,以防潮气积聚。
4.操作规定
(1)焊接区要注意防风,以防吹散氩气,从而影响氩气保护的效果和焊接质量。
(2)采用钨极氩弧焊时,对焊缝背面也要用氩气进行保护,以防焊缝根部在高温下发生氧化,从而产生焊接缺陷。
(3)焊接时层间温度不能低于100℃,多层焊时,前道焊缝表面应用不锈钢丝刷刷清后再焊后道。

5.焊缝检验
西安螺旋风管焊缝表面不允许存在裂纹、气孔、缩孔、未熔合、未焊透和连续咬边等缺陷,且焊缝表面不能低于母材。


 当前位置:
当前位置:

 热门推荐
热门推荐